Продукция


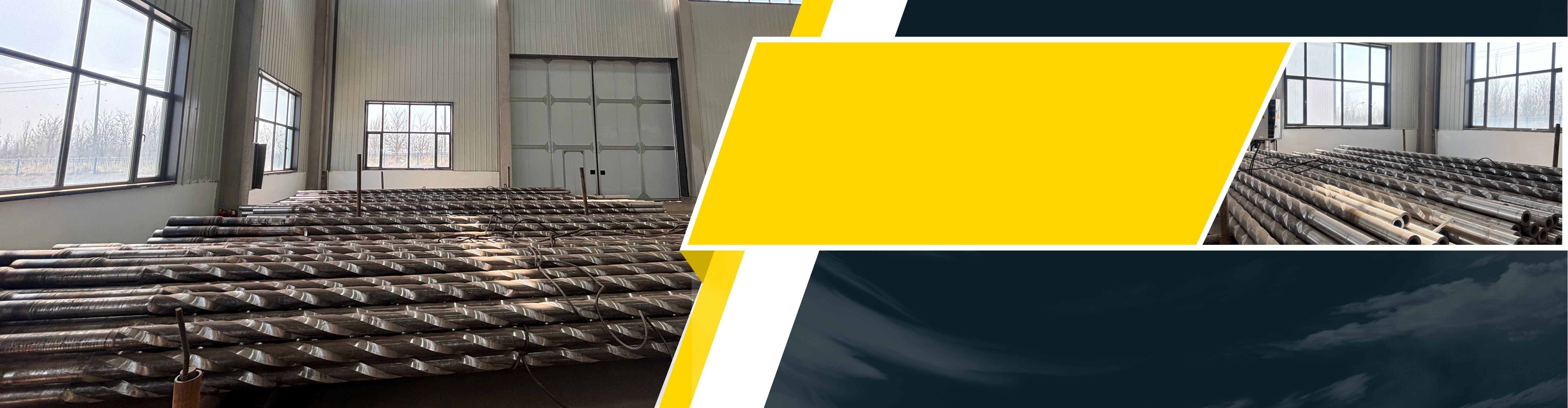
Нефтяная бурильная труба
Контроль методом ультразвуковой дефектоскопии:Используется 32-канальная онлайн-система ультразвукового контроля, обеспечивающая 120-процентное покрытие тела трубы.
Описание
маркер
1.Контроль методом ультразвуковой дефектоскопии:Используется 32-канальная онлайн-система ультразвукового контроля, обеспечивающая 120-процентное покрытие тела трубы. Система позволяет точно выявлять поперечные, продольные и косые внутренние дефекты, одновременно выполняя высокоточное измерение толщины стенки и контроль расслоений.
2.Автоматизированная ротационная фрикционная сварка:Применяется высокотехнологичное оборудование для непрерывной фрикционной сварки с использованием отработанной технологии. Сварочный аппарат автоматически удаляет внутренний и наружный грат, образующийся при сварке, за один проход.
3.Термическая обработка с точным контролем температуры:Используется технология интеллектуального PID-регулирования температуры, точность контроля температуры составляет ±5 °C. Выполняется стандартизированный процесс закалки и отпуска.
4.Магнитопорошковый контроль:Выполняется двухосное (поперечное и продольное) магнитопорошковое сканирование наружной поверхности сварочной зоны бурильной трубы в соответствии с требованиями неразрушающего контроля по стандарту API 5DP, обеспечивается точное выявление поверхностных микро-дефектов в зоне сварного шва.
5.Полностью автоматический ультразвуковой контроль сварочной зоны:Используется 8-канальная автоматическая система ультразвукового контроля сварочной зоны, позволяющая выполнять точное выявление поперечных и продольных дефектов, а также измерение толщины стенки. Показатели контроля соответствуют требованиям стандарта API 5DP по ультразвуковому контролю, что существенно повышает точность и эффективность контроля.
6.Автоматизированная наплавка износостойкого покрытия:Используется полностью автоматизированная технология сварки с соблюдением этапов предварительного нагрева, наплавки и термообработки. Характеристики износостойкого покрытия эквивалентны стандартам Анькэ 300/Анькэ 350. Твёрдость поверхности ≥ HRC 55, возможно достижение HRC 60 и выше по специальным требованиям заказчика. Повышается износостойкость бурильной трубы, продлевается срок службы в скважине.
7.Компания располагает автоматизированной линией для нанесения внутреннего покрытия бурильных труб.Линия оснащена высокотехнологичным оборудованием: высокоскоростная фрикционная сварка, термическая обработка с точным PID-регулированием температуры, полностью автоматический ультразвуковой контроль и другими высококлассными интеллектуальными устройствами. Обеспечивается полностью автоматизированное и цифровое производство бурильных труб.
| Таблица цен на новую продукцию | ||
| Категория | Типоразмер | Параметры продукции |
| Обычная бурильная труба | 2 7/8″-73 бурильная труба (удлинённая на 2″) | 73,02 × 9,19 EU, G105, фаска 18°, NC31, 105-50,8, R2 |
| 3 1/2″-89 бурильная труба (удлинённая на 2″) | 88,9 × 9,35 EU, G105, фаска 18°, NC38, 127-54, R2 | |
| 3 1/2″-89 бурильная труба (удлинённая на 2″) | 88,9 × 9,35 EU, S135, фаска 18°, NC38, 127-54, R2 | |
| 4″-102 бурильная труба (удлинённая на 2″) | 101,6 × 8,38 IU, G105, фаска 18°, XT39, 127-65, R2 | |
| 4″-102 бурильная труба (удлинённая на 2″) | 101,6 × 8,38 IU, S135, фаска 18°, XT39, 127-65, R2 | |
| 5″-127 бурильная труба (удлинённая на 2″) | 127 × 9,19 IEU, G105, фаска 18°, NC50, 168-69,85, R2 | |
| 5″-127 бурильная труба (удлинённая на 2″) | 127 × 9,19 IEU, S135, фаска 18°, NC50, 168-69,85, R2 | |
")
")
")
")
")
")
связаться с нами
Сопутствующие популярные продукты

Утяжелённая бурильная труба
Цельные и сварные утяжелённые бурильные трубы изготавливаются с применением термической обработки (закалка + отпуск), что обеспечивает повышенную ударную вязкость тела трубы.

Установка для очистки бурового раствора
Установка для очистки бурового раствора — это специализированное оборудование для обработки бурового раствора при свайных работах, также называется пескоотделителем для бурового раствора и пескоотделителем для свайных работ и т.д., относится к высокотехнологичной природоохранной продукции.

Система безямной обработки бурового раствора на водной основе
Безямная обработка бурового раствора является экологическим трендом. Система безямной обработки бурового раствора на водной основе состоит из вибрационного сушильного сита для бурового раствора, флокуляционной емкости, фильтр-пресса и другого оборудования для безямной обработки бурового раствора.

Всё оборудование, входящее в вышеуказанные системы
Ёмкость для бурового раствора, накопительная ёмкость, вибрационное сито, дегазатор, пескоотделитель, илоотделитель, центрифуга средней скорости, струйное смесительное устройство

Система очистки бурового раствора для нефтяного бурения
Система очистки бурового раствора для нефтяного бурения, также известная как система регенерации бурового раствора, предназначена для управления твёрдой фазой и разделения твёрдых частиц и жидкости в буровом растворе, обеспечивая его повторное использование.

Скважинный инструмент
Компания глубоко работает в области разработки и производства скважинных буровых и добычных инструментов, опираясь на строгую систему контроля сырья, передовое производственное оборудование и совершенную систему контроля качества, обладает способностью к разработке и производству высокоточных и индивидуализированных скважинных инструментов, обеспечивая качество продукции и её адаптируемость к условиям бурения.
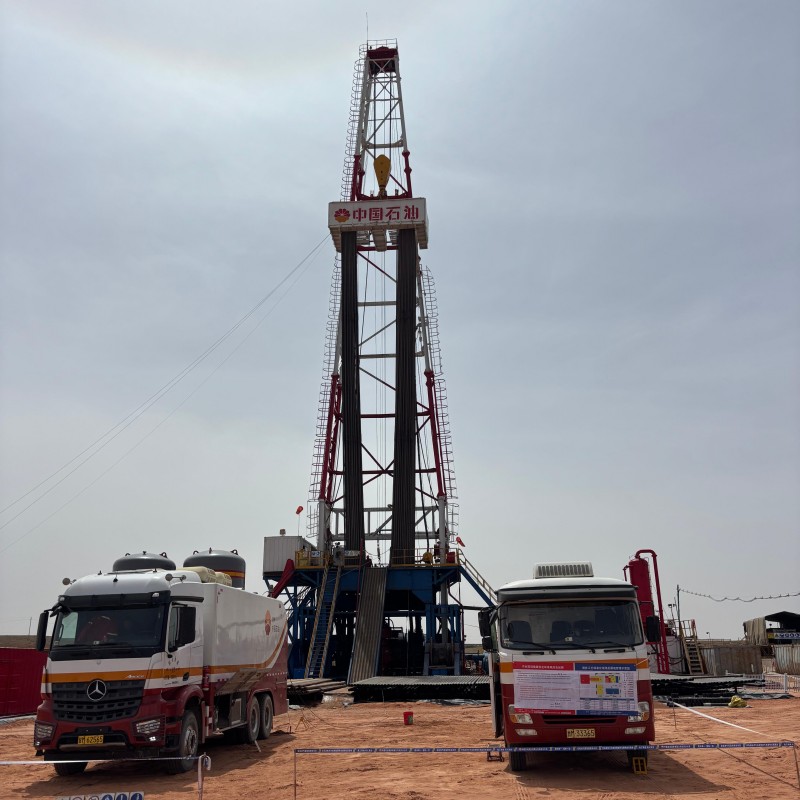
Комплектация оборудования
ООО Нинся Ниншэн Машиностроение глубоко занимается бурением и разведочным бурением. Опираясь на зрелую производственно-сборочную систему и богатый практический опыт в отрасли, компания создала полную производственную цепочку, охватывающую производство бурильных труб, изготовление скважинных инструментов, буровые вышки и инженерно-техническое обслуживание, предоставляя клиентам комплексные решения по оснащению буровых установок и полный спектр технологических услуг «под ключ».
Восстановление старых бурильных труб
Высокоскоростная точная резка: Оснащена двумя высококлассными круглопильными станками с ЧПУ. Время резки одной бурильной трубы составляет всего 40 секунд, производительность обработки в 6 раз выше, чем у традиционных ленточных пил. Вертикальность резки контролируется с точностью до 10–20 сотых мм.

Безямная система очистки бурового раствора на нефтяной основе
Система безямной обработки бурового раствора на нефтяной основе в основном подразделяется на блок сбора и обезвоживания отходов, блок разделения жидкой фазы. Для обработки отработанного бурового раствора требуется дополнительный блок добавления реагентов для деструкции.

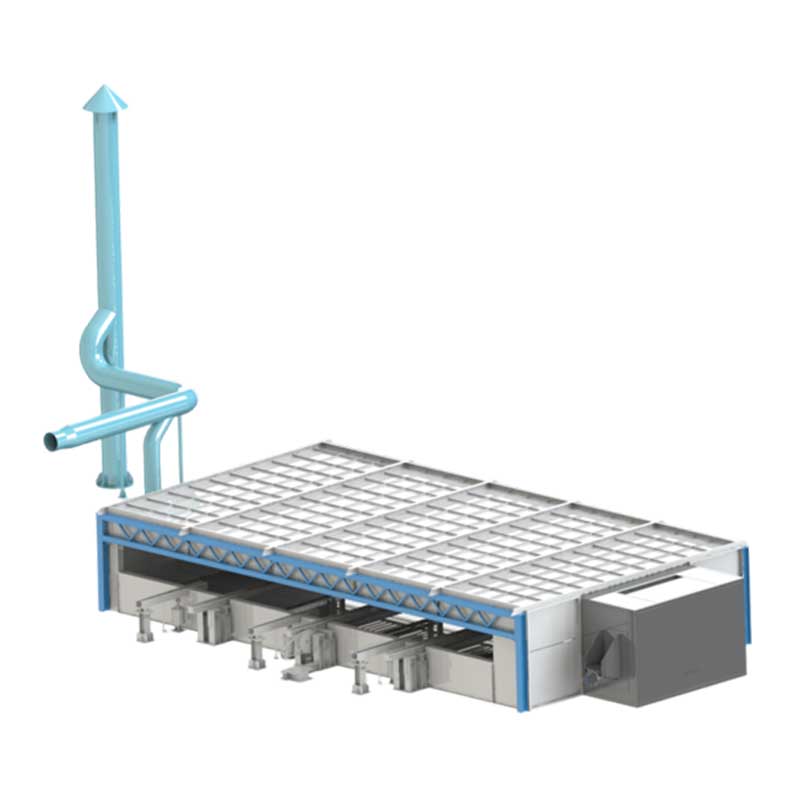
Система охлаждения бурового раствора
В настоящее время при бурении глубоких скважин, высокотемпературных скважин, наклонно-направленном бурении, а также при геотермальном бурении часто возникает проблема чрезмерно высокой температуры бурового раствора, что приводит к выходу из строя приборов и оборудования.

Внутреннее покрытие
Высокотемпературная глубокоочистка при 380–400 °C, выдержка 4 часа Тщательная обработка пескоструйной очисткой — степень чистоты не ниже Sa2,5






